![]() Полезные советы
Полезные советы
Литье пластмасс под давлением: Основы технологии
Разновидности пластикации
Пластикация, то есть расплавление полимерного материала под давлением, во мно¬гом определяет качество изделия. Различают червячную пластикацию и поршневую. Червячные пластикаторы имеют высокую производительность, обеспечивают отличную гомогенизацию расплава, что особенно важно при использовании дробленки или суперконцентрата, и поэтому имеют наибольшее распространение. Поршневые пластикаторы используются значительно реже, поскольку они не обладают перечисленными выше качествами. Но и они не без достоинств, среди которых: способность обеспечивать высокую скорость инжекции расплава в форму, возможность реализовывать эффект мрамора или, если необходимо, яшмы, пластикацией смеси разных по цвету пластмасс.
Иногда применяют раздельную пластикацию, при которой полимер сначала поступает из бункера в вышеуказанный червячный предпластикатор, приготавливающий расплав, а затем через регулирующий кран расплав направляется в поршневой пластикатор, осуществляющий дозирование и высокоскоростную инжекцию в форму. Заметим, что такое нехитрое изделие как расческа, наиболее эффективно производится на литьевых машинах с раздельной червячно-поршневой пластикацией.
На этапе пластикации основными технологическими параметрами являются: температура расплава по длине цилиндрической части материального цилиндра, температура сопла, установленного на выходе из материального цилиндра, скорость вращения червяка и величина противодавления при его отходе.
Методы литья пластмасс под давлением
Инжекционный метод литья пластмасс
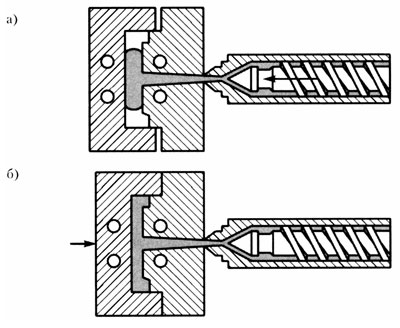
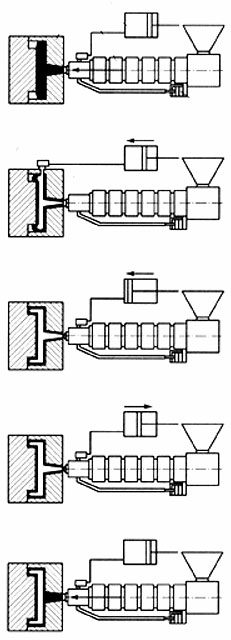
Требуемый объем расплава (доза) накапливается в материальном цилиндре ЛМ и затем под высоким давлением (100-200 МПа) впрыскивается, инжектируется, в форму за короткий, измеряемый секундами, интервал времени. Это наиболее распространенный способ. Он позволяет получать изделия сложной конфигурации, с различной толщиной стенок, как из термопластов, так и из термореактивных пластиков, допускает использование многогнездных форм с различной литниковой системой. Особенность технологии — объем изделий с литниками не превышает паспортного объема впрыска используемой ЛМ.
Интрузионный метод литья пластмасс
Применяется при червячном способе пластикации для получения толстостенных изделий. Его суть — вращением червяка расплав в режиме экструзии подается в пресс-форму и заполняет ее, после этого червяк останавливается и осевым движением подпитывает форму, компенсируя естественную усадку остывающего расплава. Особенность подобного способа — объем изделия может превышать паспортный объем впрыска ЛМ, но развиваемое в литьевой форме давление невелико, вследствие чего геометрия изделия не должна быть сложной, гнездность формы ограничена, получение тонкостенных изделий затруднено, кроме того, необходимо учитывать термостабильность полимера.
Инжекционно-прессовый литья пластмасс
Метод используется для получения изделий значительных по площади прессования, когда заполнение формы сопровождается существенным падением давления расплава в ее периферийных частях, что вызывает эффект разнопрочности изделия. Сущность технологии состоит в том, что давление на расплав в форме создается не только усилием инжекции, но и за счет прессового механизма узла смыкания. С этой целью применяются литьевые формы, конструкция которых допускает перемещение пуансона и после смыкания формы.
Ижекционно-газовое литье (ИГЛ) пластмасс
Относится к новым методам переработки термопластов с помощью ЛМ, и поэтому, в частности, его названия еще до конца не определилось. В литературе можно встретить название типа «литье с газом», «литье с подачей сжатого газа», GJD-TEHNJKA, GAS-Jngection Molding и др. Технологически процесс ИГЛ заключается в следующем: расплав полимера инжектируется в форму, заполняя ее на 70-95%. Затем в форму через специальное сопло, или через ниппель в форме подается под давлением газовая смесь, которая «раздувает» расплав, увеличивая тем самым толщину слоя полимера, образовавшегося при его соприкосновении с холодной стенкой формы, и способствуя заполнению конструктивных углублений. После образования изделия газовая смесь удаляется из формы в приемник, пластикатор впрыскивает остаток расплава, «запечатывающий» форму.
Газовая смесь (азот, углекислый газ) может подводиться от компрессора или от баллона, важно чтобы ее давление было около 80 МПа. Ввод газа в форму может быть единичным или многократным, ступенчатым по величине давления.
Технология ИГЛ позволяет экономить до 40% дорогостоящего полимерного материала за счет уменьшения толщины стенки изделия, сократить цикл изготовления на 25-35%, уменьшить вероятность брака за счет исключения таких видов дефектов, как утяжены, коробления, развитый облой. Кроме того, как показывает практика, инжекционно-газовая технология позволяет упростить конструкцию и понизить стоимость формующей оснастки.
Существенная трудность ИГЛ-технологии состоит в необходимости высокоточного управления литьевой машиной, усложняется конструкция сопла, повышаются требования к расчету и качеству изготовления литниковой системы и сопряжений литьевых форм.
Многослойное литье пластмасс под давлением
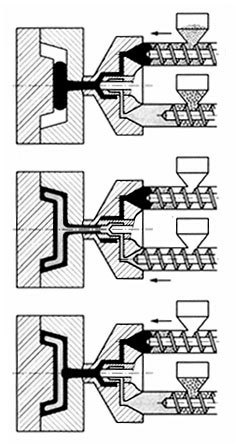
Относится к специальным видам, иногда называемым соинжекционными. Это название отражает общую особенность этих методов — обязательное участие в процессе двух, а в некоторых случаях и трех инжекционных узлов, в каждом из которых пластицируется полимерный материал с индивидуальными свойствами. Таким образом, появляется возможность получать многоцветные изделия, изделия, состоящие из различных видов пластмасс (поверхность из ПЭВП, а основной объем из вспененного полистирола), использовать вторичное полимерное сырье для внутренних, неответственных частей деталей, производить изделия гибридной конструкции и пр. Многослойное литье осуществляется несколькими способами.
Сэндвич-литье пластмасс под давлением
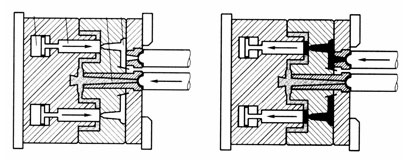
Заключается в попеременной подаче в литьевую форму полимерных расплавов из двух пластикаторов. Два инжекционных узла присоединяются к соплу, в конструкции которого предусмотрено переключающее устройство. Как правило, это управляемый игольчатый клапан (ИК). Клапан попеременно или одновременно соединяет с литьевой системой формы пластикационные узлы. Материал из первого узла под высоким давлением и с высокой скоростью инжектируется в форму, образуя наружное покрытие изделия. Затем внутренний объем изделия заполняется материалом из второго узла, после чего в работу повторно включается первый узел, добавляющий остатки расплава в форму и «запечатывающий» изделие.
Соинжекцонное литье пластмасс под давлением
Требует применения сопла специальной конструкции, называемого также разделительной головкой. Эта технология позволяет получать изделия с числом слоев больше двух, с полным или частичным разделением цветов.
Литье в многокомпонентные формы (Multi-component injection molding)
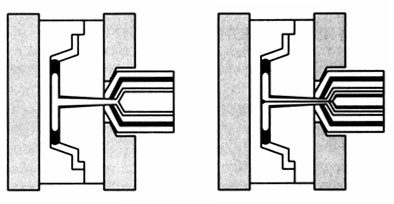
Позволяет получать изделия с четким разделением цветов, а также детали гибридной конструкции, в которых из каждого полимерного материала исполнена центральная или периферийная часть. В этом случае инжекционные узлы выполняют традиционные функции, а конструкция детали определяется устройством литьевой формы. Литьевая форма имеет две литниковых системы, постоянно сомкнутые с инжекционными узлами I и II. В пуансоне формы имеются подвижные вставки, перемещаемые пневмоприводами. Вставки оформляют тот или иной конструкционный элемент изделия. Особенность этого метода состоит в том, что работа узлов инжекции происходит изолировано друг от друга. Поэтому если узел II в приведенном примере работает в режиме инжекции, то узел I может действовать в интрузионном режиме, благодаря чему объем части изделия, формуемой из полимера I, может иметь весьма значительный размер.
Ротационное литье (не путать с ротационными ЛМ)
Является разновидностью описанного выше способа, поскольку позволяет решать те же задачи, однако требует использования съемной вставки. После оформления центральной части изделия (узел I) вставка извлекается, а в образовавшийся объем инжектируется расплав из узла II. В цикл производства изделия ротационным литьем введена дополнительная операция размыкания формы и удаления (установки) вставки, что не способствует высокой производительности метода.
Особенности литья под давлением различных термо- и реактопластов
Сведения, содержащиеся в этом разделе, не включают рекомендации по пуску и наладке процесса, требований к условиям эксплуатации ЛМ и литьевых форм, правил неукоснительного соблюдения параметров метода, назначенных компетентным специалистом, обладающим инженерным уровнем знаний. Таким образом, предлагаемые рекомендации действуют для установившегося режима работы оборудования и оснастки.
ПЭНП (полиэтилен низкой плотности)- перерабатывается легко, при охлаждении способен к кристаллизации с изменением твердости, чувствителен к равномерности распределения температуры в форме. Место входа охлаждающей воды в форму следует располагать рядом с литниковыми каналами, а ее отвода — как можно дальше. Заполнение формы быстрое, в связи с чем необходима ее эффективная вентиляция.
ПЭВП (полиэтилен высокой плотности) по сравнению с предыдущим полимером имеет большую степень кристалличности и менее текуч в расплаве, но позволяет получать изделия с меньшей толщиной стенки при более высокой жесткости.
ПП (полипропилен) кристалличность до 60%, температура переработки для некоторых марок до 2800 С, инжекционное давление до 140 МПа. Вязкость расплава в большей степени зависит от скорости сдвига, чем от температуры. С повышением давления ПТР растет, охлаждается в форме быстро. Процесс ведут при высоких температурах цилиндра и низком давлении литья.
ПС (полистирол) легко течет в расплаве, позволяет получать тонкостенные жесткие изделия, чувствителен к перегреву.
УПС (полистирол ударопрочный) отличается от ПС несколько меньшей текучестью и большей усадкой.
АБС-пластик (акрилонитрил-бутадион-стирольный) относится к конструктивным маркам, имеет большую вязкость в расплаве, труднее перерабатывается в тонкостенные изделия.
ПММА (полиметилметакрилат) имеет невысокую термостабильность, чувствителен к перегреву, требует подсушки и тщательного контроля температуры. При впрыске расплава в холодную форму возможно образование пузырей; переходы в форме должны быть плавными, а их число минимальным.
ПВХ (поливинилхлорид) перерабатывается без особых затруднений, но весьма чувствителен к соблюдению температурного режима и особенно перегреву. Вязкотекучее состояние нестабильно, может сопровождаться автокаталитической деструкцией с изменением цвета от слоновой кости до темно-вишневого. Длительность пластикации должна быть минимальной.
ПА (полиамид) кристаллические, гигроскопичные термопласты с высокой текучестью расплава. При расплавлении объем возрастает до 15%. Термостабильность невысокая, поэтому длительность пластикации ограничена. При нагреве в расплаве образуются пузырьки. Требует обязательной тщательной сушки. Желателен предварительный прогрев. Давление литья до 100 МПа. При литье наполненных ПА возможна ориентация частиц измельченного волокна. Желателен отжиг изделий.
ПК (поликарбонат) относятся к теплостойким полимерам, характерна высокая вязкость расплава, термически стабилен. Вязкость в основном зависит от температуры. Температура формы до 100 °С. Гигроскопичен, требует длительной сушки и предварительного подогрева, в том числе и в бункере ЛМ.
ПЭТФ (полиэтилентерефталат) , ПБТФ (полибутилентерефталат) и ПОМ (полиоксиметилен) относятся к полимерам с повышенной термостойкостью. Требуют тщательной сушки до содержания влаги менее 0,01%. Термостабильны. Вязкость расплавов средняя и низкая с увеличением температуры снижается. Тонкостенность изделий нередко достигается последующим раздувом (ПЭТ-бутылки).
Виды брака и методы их устранения
Основные виды брака при литье под давлением следующие:
1. Недолив выражается в неполном оформлении изделия. Основной его причиной является недостаток материала, поступающего в литьевую форму (из-за низкой температуры формы или расплава и, следовательно, пониженной текучести расплава, а также по причине засорения литникового и разводящих каналов).
2. Перелив вызывает образование грата в месте смыкания формы. Он возникает при неправильной работе дозирующего устройства, перегреве расплава и литьевой формы, недостаточном усилии смыкания формы.
3. Стыковые швы — видна кривая линия спая отдельных потоков, механическая прочность резко снижена в месте спая. Основными причинами образования стыковых швов являются: сниженная температура расплава или формы, неудачная конструкция формы, приводящая к охлаждению отдельных потоков расплава до момента их слияния (вследствие чего не происходит полного сваривания), а также недостаточное удельное давление расплава.
4. Вздутия на поверхности и пузыри (пустоты) в массе изделия наблюдаются при повышенном содержании летучих, которые вспучивают мягкую поверхностную пленку при перегреве расплава, сопровождающимся частичной деструкцией и значи¬тельным газовыделением. Поверхность вздутия образуется также при недостаточном охлаждении изделия.
5. Усадочные раковины — значительные углубления на поверхности изделий -возникают вследствие повышенной усадки при перегреве массы и недостаточном поступлении расплава (снижено удельное давление расплава или мало сечение впускных каналов). Иногда поверхностные раковины появляются при неравномерном распределении температуры в форме и при дефектах в ее вентиляции.
6. Коробление готовых изделий возникает из-за значительных напряжений внутри изделия, обусловленных большой разностью температур в отдельных частях формы, а также при недостаточной выдержке изделия в литьевой форме, отчего оно извлекается недостаточно жестким.
7. Трещины образуются вследствие значительных остаточных напряжений в изделии, а также при его прилипании к стенкам формы.
8. Риски, царапины, сколы на поверхности изделий возникают при неисправном состоянии оформляющей поверхности формы и неаккуратном обращении с готовыми изделиями.
9. «Мороз» — узоры, напоминающие зимнюю разрисовку оконных стекол. Основная причина их появления — попадание влаги в форму при недостаточной сушке гранулята и дефектов в вентиляции формы.
10. Расслоение наступает при повышенном содержании влаги в литьевом материале и при наличии отвердевших литников, не совмещающихся с основным материалом. Если отслоение выражено в виде очень мелких блесток, его называют серебристостью.
11. Разнотонность — неодинаковая поверхностная окраска изделия — объясняется недостаточно одинаковым окрашиванием или разложением красителя из-за его термической нестойкости или перегрева расплава.
12. Размерный брак — отклонение от номинальных размеров, превышающее установленный допуск; наблюдается при чрезмерной усадке или неудачной конструкции литьевой формы.
Таким образом, основными мерами предупреждения брака являются: исправное состояние оборудования, соблюдение технологического режима и стандартность сырья. Перечень возможных дефектов литьевых изделий и способы их устранений дополняют сведения, приведенные в таблице.
|
Дефект |
Причины дефекта |
Способы устранения |
|
Полосы и продолговатые пузыри на поверхности изделия |
Влажность материала |
Подсушка сырья |
|
Матовые пятна на поверхности изделия |
Перегрев расплава |
Понижение температуры расплава; полирование литниковых каналов |
|
Темные полосы на поверхности изделия |
Местный перегрев материала; наличие мертвых зон в цилиндре и сопле |
Понижение температуры расплава; ликвидация мертвых зон |
|
Пустоты изделия |
Сильный нагрев (в результате сжатия) воздуха, попавшего в форму |
Улучшение условий выхода воздуха из полости формы; уменьшение скорости впрыска и снижение температуры материала |
|
Местный пережог детали |
Сильный разогрев попавшего в форму воздуха, сжатие его и, как следствие, пережог материала |
То же |
|
Темные разводы и воздушные пузыри |
Своевременно не удален попавший в цилиндр воздух |
Повышение давления пластикации |
|
Загрязнение изделия |
Попадание в материал посторонних частиц или наличие задиров на поверхности цилиндра, поршня или червяка |
Контроль за чистотой материала, попадающего в бункер; проверка поверхностей, соприкасающийся с материалом |
|
Пленка или пятна на поверхности изделия |
Соприкосновение расплава с материалом, чрезмерная смазка формы |
Проверка чистоты инжекционного цилиндра; очистка формы, уменьшение смазки |
|
Волнистая поверхность удаленной от литника части изделия |
Охлаждение расплава в процессе течения |
Повышение температуры материала и скорости впрыска |
|
Линии на поверхности деталей |
Нарушение течения материала, неравномерное заполнение формы |
Проверка режима заполнения формы; при необходимости - изменение размеров литников и их расположение |
|
Пузыри в виде белых включений |
Высокая температура цилиндра и низкое давление литья, недостаточное время выдержки материала в форме под давлением |
Снижение температуры цилиндра, повышение давление литья и времени выдержки под давлением, увеличение размеров литников или литниковых каналов для снижения потерь давления |
|
Швы и складки около литника |
Излишне быстрое охлаждение расплава на участке вблизи литника |
Повышение температуры формы вокруг литника, увеличение размеров литниковых каналов |
|
Сварные швы |
Чрезмерное охлаждение расплава при заполнении формы |
Повышение температуры формы и материала, скорости впрыска давления литья, изменение расположение литника (для изменения направления течения расплава) |
|
Отслаивания наружного слоя детали |
Включение посторонних материалов. Избыточное значение разности температур расплава и формы |
Очистка цилиндра и сопла от посторонних материалов |
|
Грат на изделии |
Недостаточное усилие запирание формы, нарушение параллельности соприкасающихся поверхностей форм |
Увеличение усилия запирания формы или снижение скорости впрыска и давления формования; проверка правильности затяжки колонн при образования грата с одной стороны изделия; уменьшение загружаемой портции материала; проверка параллельности соприкасающихся поверхностей формы; уменьшение вторичного давления формования |
|
Затруднение при съеме изделий, деформация изделий при съеме |
Неправильный режим литья, неправильная конструкция формы |
Уменьшение давления литья, увеличение конусности стенок формования или сердечников, полирование поверхностей формы, обеспечение воздушных зазоров, сталкивание изделий воздухом (во избежания образования вакуума) |
(с) «Производство изделий из полимерных материалов», издательство Профессия